Стенды для управления процессом сортировки на базе оборудования ОВЕН
Александр Леонидович Федянин, заведующий кафедры ЭиАТП, СТИ НИЯУ МИФИ, г. Северск Томской области
В Северском технологическом институте – филиале «Национального исследовательского ядерного университета МИФИ»
(СТИ НИЯУ МИФИ) на кафедре «Электрооборудование и автоматизация технологических процессов» на базе приборов ОВЕН разрабатывается мехатронный лабораторный комплекс, уже созданы два стенда для управления процессом сортировки. Стенды служат для получения студентами практических навыков работы с оборудованием для автоматизации и разработки программ иалгоритмов управления технологическими процессами.
Стенды отличаются исполнительными механизмами, осуществляющими процесс сортировки, и характеристиками сортировки: «материал – форма», которую осуществляет трехосевой манипулятор-сортировщик, и «материал – цвет», которую осуществляет конвейерный сортировщик.
Особенностью стендов является возможность их работы как по-отдельности, так и совместно, объединенных в технологическую линию.
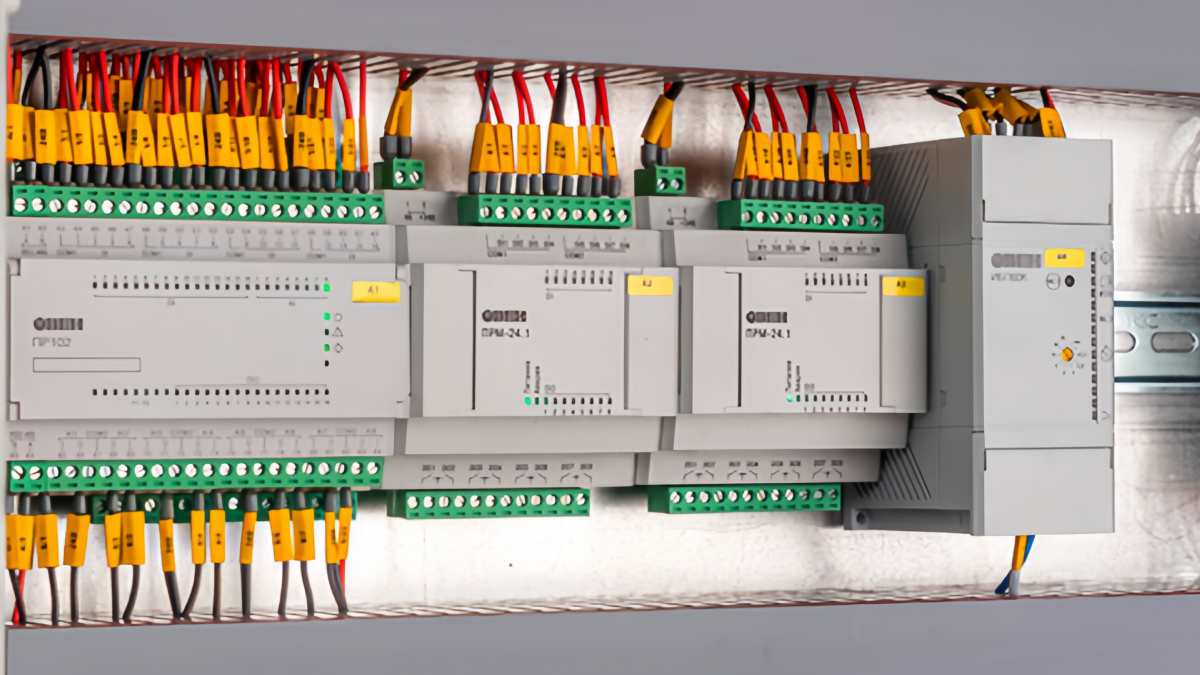
В системе управления каждого из устройств применяется оборудование ОВЕН:
- программируемое реле ПР102;
- программируемое реле ПР205;
- модули расширения входов-выходов программируемых реле ПРМ;
- шлюз для подключения к облачному сервису OwenCloud ПВ210;
- датчики индуктивности ВБ2.

Программа управления для программируемых реле разработана в среде Owen Logic на языке FBD стандарта МЭК 61131-3.
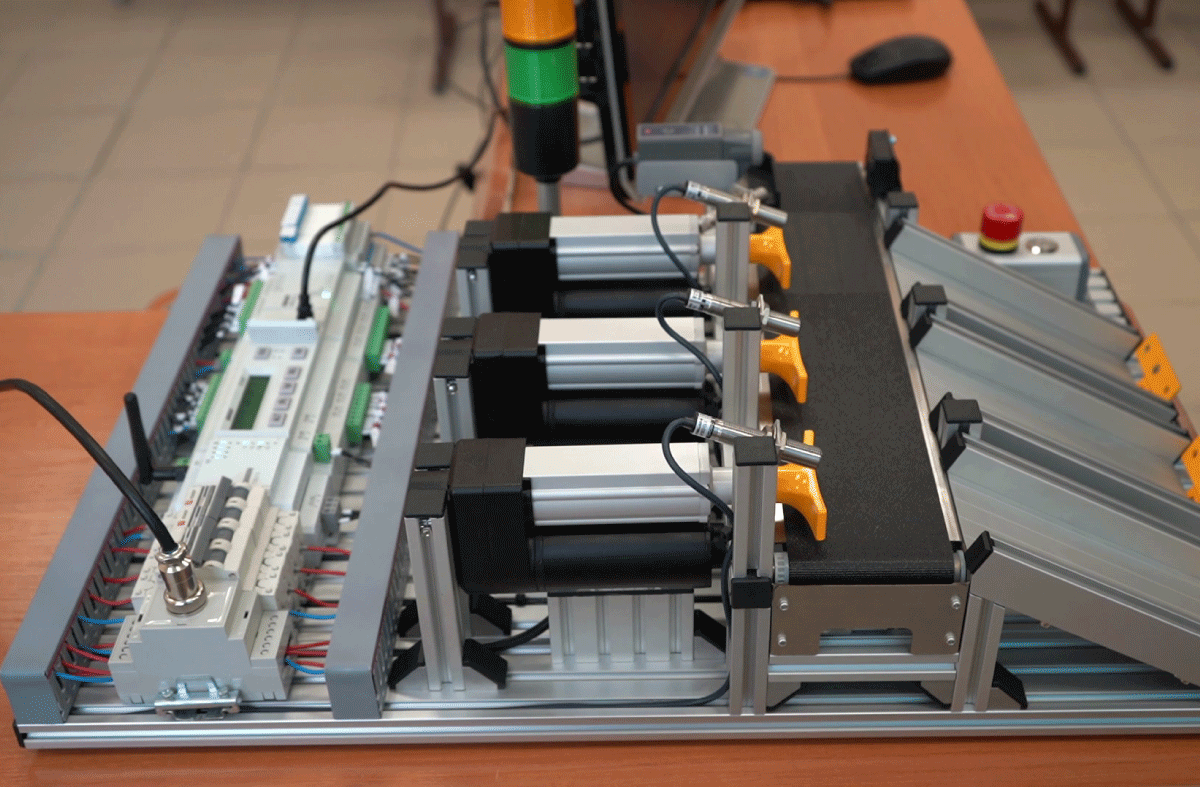
Первый мехатронный модуль «Конвейерная сортировка» включает в себя:
- модуль ленточного транспортера;
- три модуля линейных приводов;
- дискретные датчики положения;
- дискретные датчики определения характеристик заготовок;
- три накопительных модуля;
- индуктивный датчик ВБ2;
- датчик цвета;
- светосигнальную колонну;
- модуль КИПиА с системой блокировок.
Второй мехатронный модуль «Многокоординатная сортировка» включает в себя:
- управляемые оси Х, Y и управляемую ось Z с вакуумным захватом;
- модуль линейного привода;
- светосигнальную колонну;
- три накопительных модуля;
- дискретные датчики положения;
- индуктивный датчик ВБ2;
- датчик формы;
- модуль КИПиА с системой блокировок.
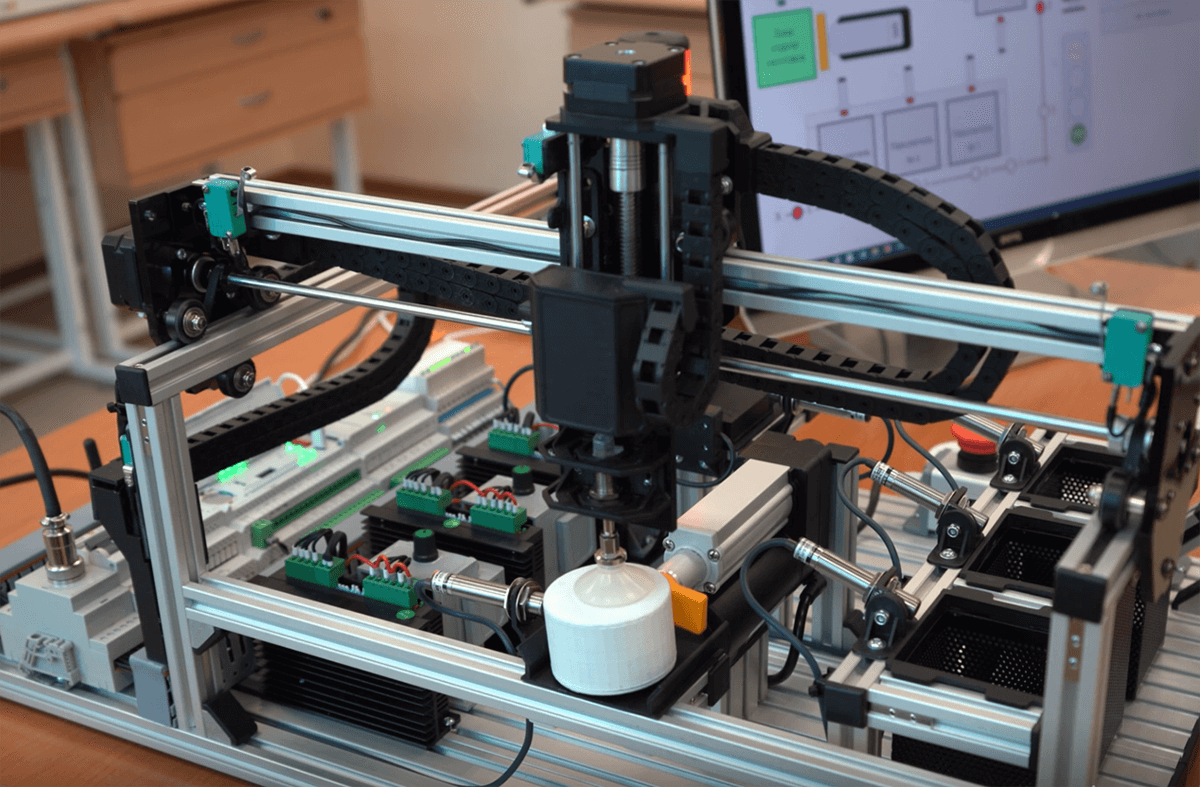
Управление мехатронным модулем «Многокоординатная сортировка»
Трехосевой манипулятор-сортировщик осуществляет сортировку заготовок по материалу (металлический – неметаллический) иформе (квадратная или круглая). Первая характеристика определяется с помощью индуктивного датчика ВБ2, который реагирует только на металл, вторая – с помощью датчика формы.
При запуске системы определяется наличие заготовки в зоне приёма, её характеристика, и начинается цикл сортировки. Трехосевой координатный манипулятор приводится в движение шаговыми двигателями. Захват и сброс заготовки происходит при помощи вакуумного насоса. Манипулятор сбрасывает заготовку в соответствующий накопительный модуль. Операция считается выполненной после получения программируемым реле сигнала с датчика возле накопителя.
Для сквозного взаимодействия с остальными стендами линии предусмотрена зона выгрузки для перехода на следующие стенды. Например, на стенд с конвейерной сортировкой.
Управление мехатронным модулем «Конвейерная сортировка»
Мехатронный модуль осуществляет сортировку заготовок диаметром 60мм и высотой 30мм по двум характеристикам: материалу (металлический – неметаллический) и цвету. Первая характеристика определяется также с помощью индуктивного датчика ВБ2, который реагирует только на металл, вторая – с помощью датчика цвета.
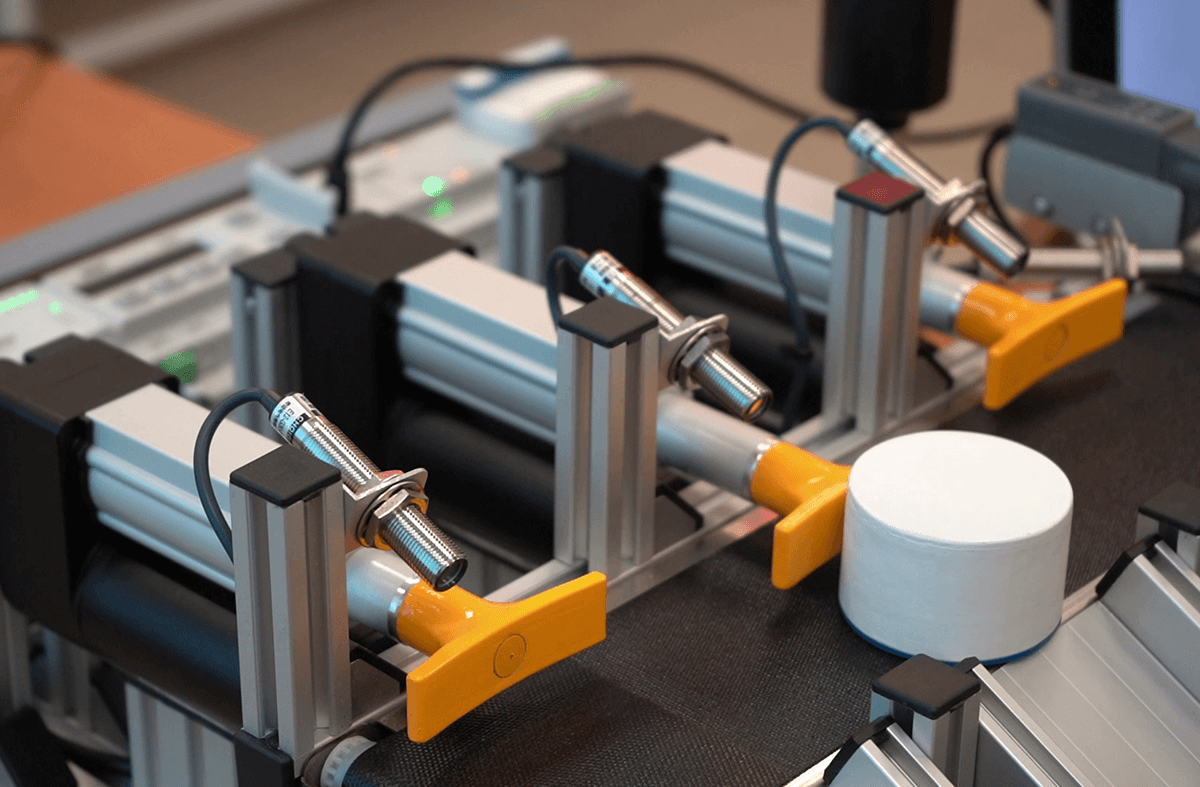
Установка работает по следующему алгоритму: после срабатывания датчика наличия заготовки определяется характеристика заготовки, и ленточный транспортер начинает движение. Заготовки двигаются к соответствующему лотку (например, металлическая – к первому лотку, пластиковая синяя – ко второму, пластиковая белая – к третьему). После определения характеристики исрабатывания датчика транспортер останавливается, и выдвигается толкатель, который сбрасывает заготовку в соответствующий лоток, затем толкатель совершает обратный ход и возвращается в исходное положение. Далее система готова выполнить следующую сортировку. Цикл сортировки не может начаться, пока любой из толкателей находится в незадвинутом положении.
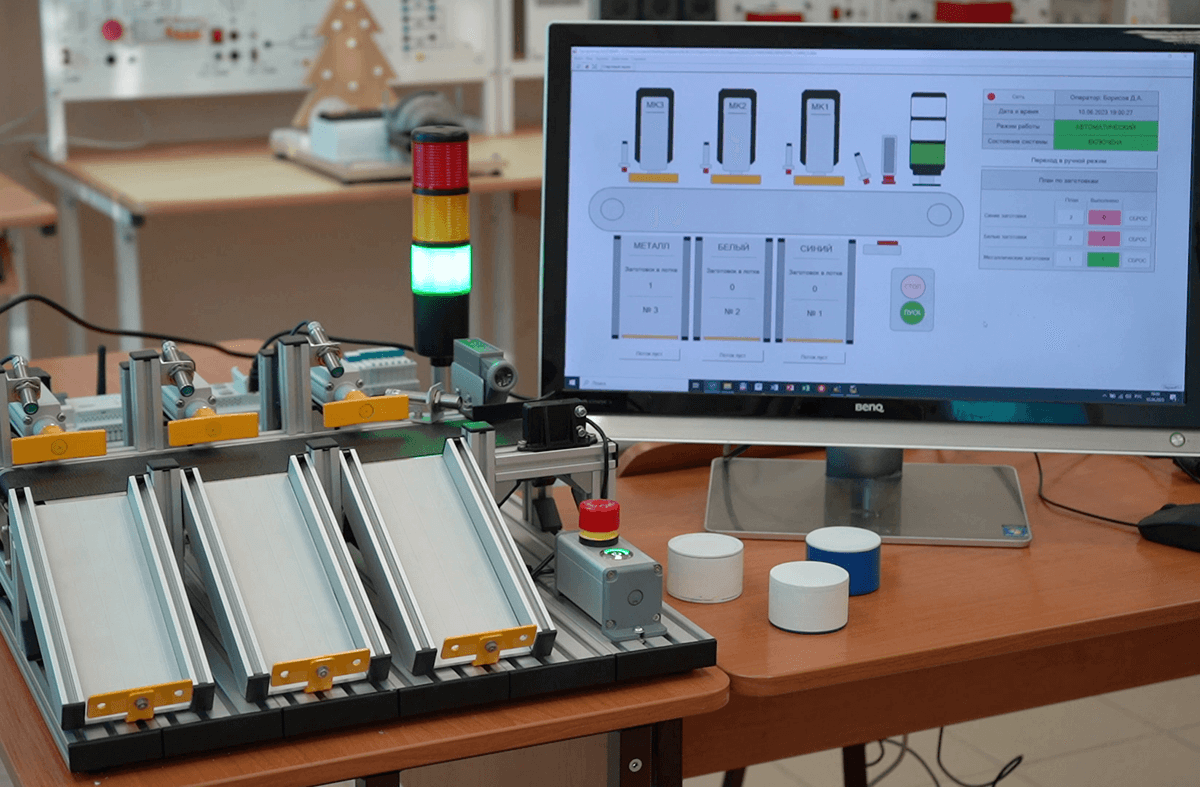
Светосигнальная колонна информирует о готовности системы принять заготовку на сортировку (зеленый цвет), об определении характеристик заготовки (желтый) и окончании процесса сортировки (красный). Отсутствие световой сигнализации показывает, чтосистема выключена.
На стендах реализуются: нижний, средний и верхний уровни автоматизации. Нижний и средний уровни – это датчики и автоматика управления устройствами, верхний уровень представлен в виде АРМ оператора, где на мнемосхеме ПК отображается состояние всех исполнительных механизмов и датчиков, а также положение заготовки на ленте транспортера. Благодаря сетевому шлюзу ПВ210 всяинформация о сортированных заготовках передается в облачный сервис OwenCloud, где ведется общий учет заготовок и их количество по каждой характеристике, фиксируется режим работы – автоматический или ручной, дата и время выполнения сортировки и другие параметры техпроцесса.
С помощью стендов студенты решают следующие задачи:
- разрабатывают функциональные схемы управления;
- разрабатывают программы управления в среде OwenLogic;
- учатся загружать ПО в ПР205, ПР102;
- проверяют работоспособность ПО;
- знакомятся с возможностями облачного сервиса OwenCloud;
- учатся настраивать отображение информации по заготовкам (количество в каждом лотке, общее количество) в облачном сервисе OwenCloud.
P.S. Северский технологический институт получил оборудование ОВЕН для учебных стендов по Программе сотрудничества с вузами, которую компания поддерживает уже много лет. Цель программы – подготовка кадров в области автоматизации. Более 150 российских вузов оснастили свои учебные лаборатории приборами ОВЕН. Подробнее о вузовской программе можно узнать на сайте.
Ссылки на видео:
Мехатронный модуль «Многокоординатная сортировка»
Мехатронный модуль «Конвейерная сортировка»